Demisaş社事例(トルコ;鋳鋼):ゼロから引け巣を解消する
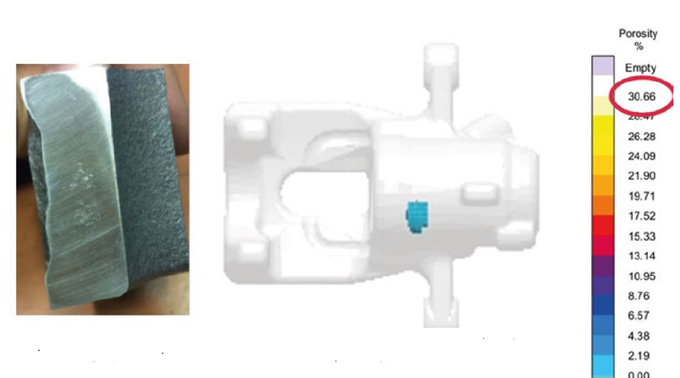
Demisaş社は、ディサマチック鋳造ラインで鋳鉄部品を製造するリーディングカンパニーです。あるダクタイル鋳鉄製ブレーキキャリパー部品について、基準を超えた高い確率で引け巣欠陥が発生し、生産量が多いため特に問題となっていました。同社は、 MAGMASOFT®のオートノマス・エンジニアリングのアプローチを用いて、欠陥の根本原因を特定し、部品の引け巣を防ぐことにしました。
まず、Demisaş社のエンジニアは、社内の品質と鋳造の統計を精査しました。その結果、ある製品に最も問題があり、その平均スクラップ率は5.5%であることがわかりました。この製品の欠陥は、X線検査と機械加工を行う前にすでに検出されていました。そこでエンジニアは、この欠陥の根本原因を仮想的に特定するために、シミュレーションを実行することにしました。
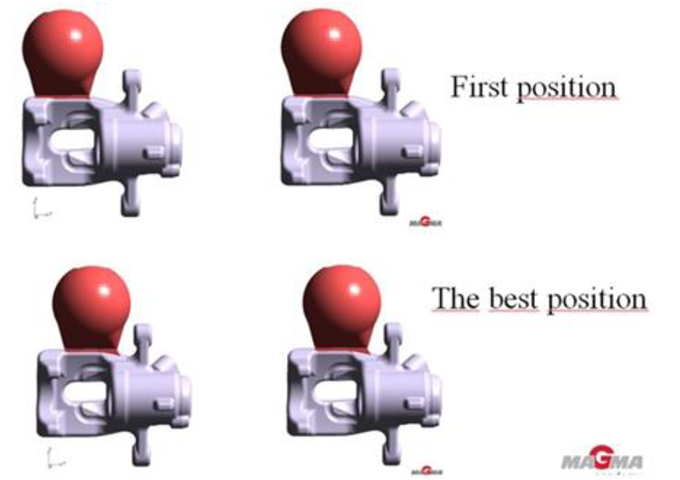
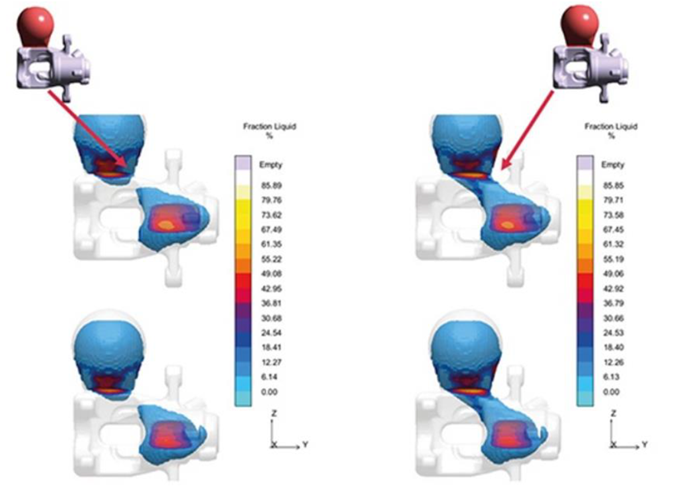
最初のDOEでは、押し湯サイズは鋳造品質にあまり大きく影響しないことが示されました。そのためエンジニアは、問題は主に溶湯補給の距離に起因するものと結論付けました。よって、今回のDOEでは押湯の位置がパラメータとして設定されました。評価基準としては液相率、ポロシティ(引け巣)、ホットスポットを選択し評価しました。充填および凝固解析
を計算対象とし、合計で4種類の計算が実行されました。
この成功事例の後、Demisaş社は他の問題のあるパターンに対してもMAGMASOFT®のオートノマス・エンジニアリングを適用することを決めました。また、新しいパターンにおいてより効果的に機能するように、開発プロセスを見直すことを決めました。
会社紹介:Demisaş社
トルコのDemisaş社は1974年に設立され、ねずみ鋳鉄、ダクタイル鋳鉄、CGI鋳鉄を扱っています。現在ではブレーキや保安部品など幅広い分野をカバーしており、欧州鋳造業界におけるリーディングカンパニーの1つとなっています。
本記事は、NMAGMA社の下記ウェブサイトに公開されている記事「https://www.magmasoft.de/en/company/publications/reference/Eliminating-Porosity-from-Scratch/」を日本語訳したものです。

- ※記載されている製品/サービス名称、社名、ロゴマークなどは該当する各社の商標または登録商標です。